

Kurv {{ (warenkorbCtrl.warenkorb.bestellNummer ? (' [' + warenkorbCtrl.warenkorb.bestellNummer + '] ') : '' )}} | {{warenkorbCtrl.warenkorb.items.length}} Produkt Skift indkøbskurv
Bemærkning
| Billede | Produkt | Stk. | Enkeltpris | Samlet pris | Samlet pris inkl. rabat | |
|---|---|---|---|---|---|---|
|
|
{{warenkorbItem.produktgruppe.produktname}}{{warenkorbItem.bezeichnung | artikelBezFilter:warenkorbItem.attributwertEingaben:[{attrPrefix: 'L_', searchPattern: '/...', replacePrefix: '/', replaceSuffix: ''}] }} {{warenkorbItem.bezeichnung | artikelBezFilter:warenkorbItem.attributwertEingaben}}
{{attributwertEingabe.attributBezeichnung}}
|
|||||
{{hannexItem.Benennung}}{{hannexItem.Bezeichnung}} |

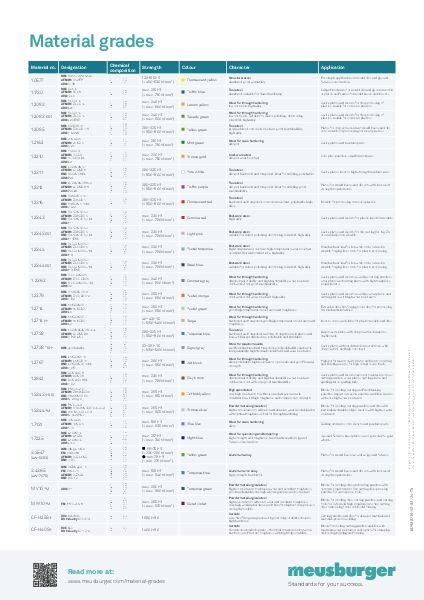
Vores udvalgte sortiment tilbyder det passende materiale til næsten alle anvendelser.
1.2311 Tool steel
Designation
| DIN: | 40 CrMnMo 7 |
| AFNOR: | 40 CMD 8 |
| UNI: | 35 CrMo 8 KU |
| AISI: | P20 |
Chemical composition:
| C | 0.40 |
| Si | 0.40 |
| Mn | 1.50 |
| Cr | 1.90 |
| Mo | 0.20 |
Strength:
280 - 325 HB
(≈ 950 - 1100 N/mm²)
Thermal conductivity at 100 °C:
35 W/m K
Character:
alloyed and pre-toughened tool steel, especially suitable for polishing and nitriding; high dimensional stability
Application:
cavity plates, inserts and high-tensile machine parts
Treatment by
possible:
Etching, EDM
Polishing:
excellent polishing; for higher surface requirements we recommend steel for through hardening
Nitriding:
increases the steel's wear resistance
Hard chroming:
particularly increases the steel's wear resistance and corrosion resistance
Heat treatment:
already pre-toughened; usually no heat treatment required
Nitriding:
Before nitriding, stress-relief annealing is recommended at 580 °C. (Meusburger standard)
Hard chroming:
After the hard chroming the mould must be annealed about 3 to 4 hours at 180 °C to avoid brittle fractures from hydrogen.
Hardening:
840 to 860 °C
Cooling:
to 180 °C/220 °C in oil/hot bath, then in air to about 100 °C obtainable hardness: 52 HRC
Tempering:
Slow heating to tempering temperature immediately after hardening. Minimum time in furnace: 1 hour per 25 mm part thickness
Annealing graph:

Technical tip:
- Core strength decreases with increasing plate thickness ⇒ for thickness >300, 1.2738 is recommended.
Available in the web shop as:
 P-Standard plates
P-Standard plates PR-Round plates
PR-Round plates R - Raw bars
R - Raw bars N-Standard bars
N-Standard bars NR-Round bars
NR-Round barsData sheet 1.2311
Material grades brochure

Material grades poster
 © 2022 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2022 by Meusburger Georg GmbH & Co KG | All rights reserved






 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Österreich [DE]
Österreich [DE]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]